《2020領先消費科技50企業報告》作為一份精品行業研究報告,不僅梳理了當年消費科技領域的領軍企業,更通過專業的技術服務視角,為行業參與者提供了深度的分析與前瞻性洞察。
報告的核心價值首先體現在其嚴謹的技術評估體系上。它并非簡單羅列企業名單,而是建立了一套涵蓋技術創新能力、技術應用場景、商業化成熟度及用戶影響維度的綜合評價框架。通過數據挖掘、案例比對與專家訪談,報告系統性地剖析了人工智能、物聯網、大數據、AR/VR等關鍵技術在消費場景中的融合模式與演進趨勢。例如,報告重點解讀了智能家居企業如何通過物聯網與AI算法提升產品聯動性與個性化服務能力,以及零售科技公司如何利用大數據分析重構人、貨、場關系。
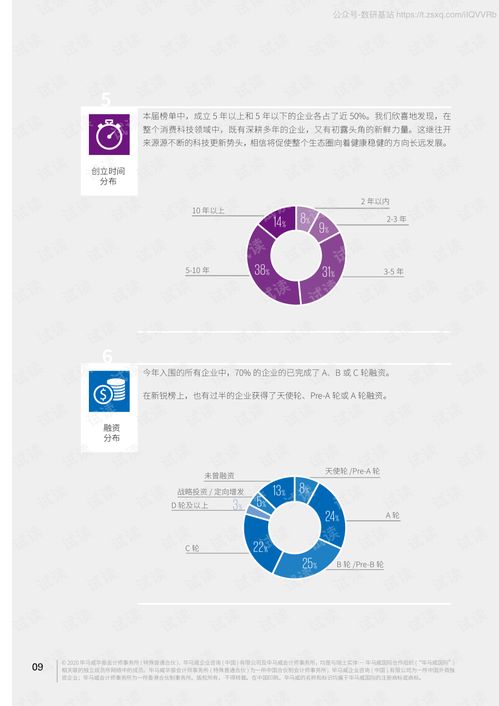
報告的技術服務屬性體現在其提供的可操作洞察上。它為技術開發者指明了創新方向——哪些技術瓶頸亟待突破,哪些應用場景尚未飽和;為投資機構勾勒了技術投資地圖——哪些技術賽道具備高成長潛力,哪些企業的技術壁壘更為穩固;也為傳統企業的數字化轉型提供了技術嫁接路徑參考。報告通過詳實的數據圖表與案例,直觀展示了技術驅動下的商業模式變革與效率提升。
報告本身亦是技術服務的一種范式。其生成過程融合了數據采集、清洗、分析與可視化技術,確保了結論的客觀與準確。它如同一個連接技術供給與市場需求的信息樞紐,降低了行業的信息不對稱。
消費科技的發展將繼續由技術服務深度賦能。這份報告留下的不僅是2020年的階段性,更是一套觀察技術如何重塑消費生態的方法論。它提醒所有從業者,唯有持續聚焦核心技術創新與場景化落地,才能在激烈的市場競爭中構建長期優勢。